Mould making for the O
|
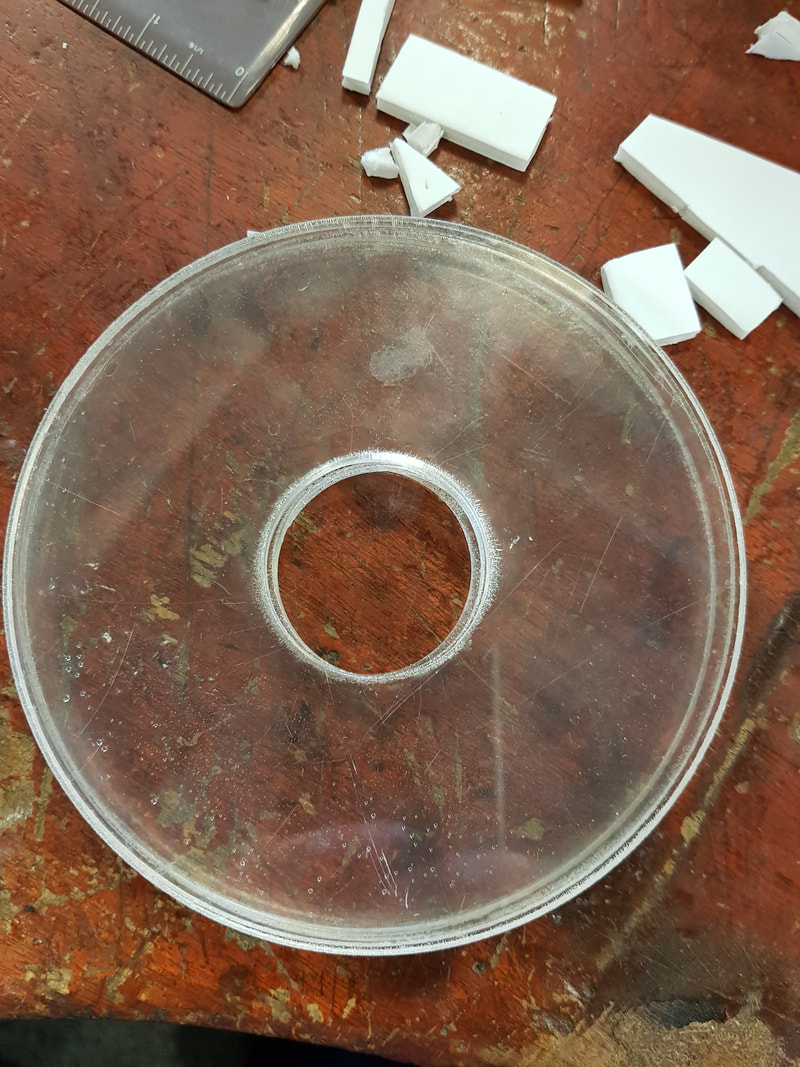
1. A laser cut file was made.
2. This O file was cut (from the old top of the university's laser bed, which sustained accidental fire damage last year) 0.5mm thick. 3. The work area was set up by placing newspaper down and getting all the equipment needed for the silicone mould process; gloves, dust mask, boxes, glue gun, perspex moulds, cups and sticks for stirring, silicone rubber and catalyst. 4. 16 O's were cut in total, these were divided by 4 moulds. Bonding was done with Tensol 12 so that the )'s were 20mm thick. 5. Whilst these were curing cardboard reservoirs were made (using recycled cardboard boxes from supplies within the university). 6. O's were then bonded to the reservoirs, using the glue gun, which was fast drying. 7. A volume test for the silicone was required which was done by pouring sand into the mold, then emptying into a jug = 1000ml of sand per box. Similarly, we discovered that 250g of silicone fills 200ml. Therefore, for each mould: 1000ml of sand divided by 200ml of silicone @ 250g each = 5 lots of 250g = 1250g or 1.25kg This x4 boxed cast molds = 5kg, so the 5.5kg kit would be enough. Mixing the full amount in the kit would give us an allowance if there were any spills or leaks. 8. Measuring silicone and catalyst into cups; According to Health and Safety instructions the recommended ratio is; 100 parts base mix : 10 parts catalyst Provided 5.5kg kit = 5kg Silicone & 500g Catalyst, which matches this ratio exactly. As stated above; 1.25kg silicone was required to make each mold. Working with the 100 : 10 ratio, 125g of catalyst was required. This was weighed by zeroing the scales with the empty cup on it first. 9. The silicone is white, and the catalyst is red, this is ideal for mixing, before pouring the mixture the consistency must be pink with no white parts. 10. Bang the pot down several times brings the bubbles to the top. 11. When pouring the silicone mixture, start from the centre of the mold. Make sure the Perspex mold is completely covered. After each mold is poured, lightly bang the box on the table to bring the bubbles to the top then pop the surface bubbles. 12.Repeat steps 9 – 11 x 3 so you have 4 mold casts. 13.Leave to dry for 12 to 24 hrs before de-moulding. |
|